PRODUCT
时间:2024-03-12 10:19:59
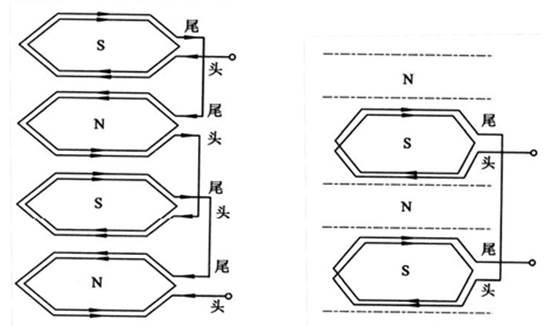 · 极相组的连接。在一个极下的,属于同一相的所有线圈串联在一起,称为一个极相组。为了保证三相电动机线圈连接之后,能形成 N 极和 S 极相间的排列,各极相组之间的连接,必须是头头相拉,如图 5-1(a)所示。但也有如图 5-1(b)所示的头尾相接,这时可以看到,同样是四极三相电动机,它只有两个极相组,因而它必须是头尾相接,才能形成四极的磁场,但此种接法通常用于单绕组多速三相电动机。在中小型电动机中,一个极相组内的线圈一般是连续绕制的,因此不用接头。
· 极相组的连接。在一个极下的,属于同一相的所有线圈串联在一起,称为一个极相组。为了保证三相电动机线圈连接之后,能形成 N 极和 S 极相间的排列,各极相组之间的连接,必须是头头相拉,如图 5-1(a)所示。但也有如图 5-1(b)所示的头尾相接,这时可以看到,同样是四极三相电动机,它只有两个极相组,因而它必须是头尾相接,才能形成四极的磁场,但此种接法通常用于单绕组多速三相电动机。在中小型电动机中,一个极相组内的线圈一般是连续绕制的,因此不用接头。
| 电动机功率/kW | 引出线截面/ mm2 | 电动机功率/kW | 引出线截面/ mm2 |
| 1.1 | 1 | 30~37 | 10 |
| 1.5~4 | 1.5 | 45~55 | 16 |
| 5.5~7.5 | 2.5 | 75~90 | 25 |
| 11~15 | 4 | 110~132 | 35 |
| 18.5~22 | 6 | 160 | 50 |